

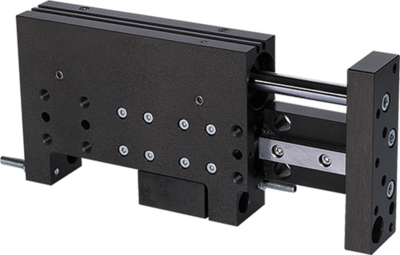
減少干涉ZIMMER導軌氣缸LSF系列LSF25-50
系列特徵

(多)1 千萬次循環(huán)免維護

Powerstop 終端位置減振裝置

IP40

磁場傳感器

接近傳感器
減少干涉ZIMMER導軌氣缸LSF系列LSF25-50
減少干涉ZIMMER導軌氣缸LSF系列LSF25-50
安裝尺寸: LSF25
訂單號 行程 壓力 大收縮力
LSF25-50 50 [mm] 265 [N] 220 [N]
LSF25-100 100 [mm] 265 [N] 220 [N]
BENDER A-ISOMETER
NORELEM-0272 03325-08*30 32-230-8-30
KUBLER-0921 KP-47171/1 230V 0.5A
COREMO-0035 Z50130
BUHLER EGK10 SN.A652774/002 NO.4580999
SSB DAPE-0350.06222.00.0.3kw
WOERNER-1170 SBD-8-5-1-V
NORELEM-0685 NLM 02010-08 PIED LISSE 16/8
MOOG 760A185A伺服閥
PARKER-6574 電磁閥 PRDM2PP02LVG15
BUHLER NS10/25-AM-SK166/1600-4*MKS1/W -BV
SOMMER-0110 壓力彈簧 CFED24010壓力彈簧
PHOENIX 2961202
HBM-0122 稱重傳感器 RTN100TC3
HERKULES-0655 IN5129
BALLUFF-1880 BLF12M-PA-1PD-S4-C
PAULY 檢測儀PP2441q/220/R28E/e2
BENDER artikel-nr.B980731
PHOENIX 1687875
REXROTH-0572 4WE10E-3X/CG24N9K4+00057292 電磁閥
INTERNORMEN-0538 DU.631.6VG30.S1.P-FS.9-AE.TO.2
EUCHNER-0819 NZ0RS-511
WIKA PM01.01/111.11
BENDER CT-M70 B911777
TWK-0145 IW153/5-S-B
HEGENSCHEIDT-0050 1035533
NORGREN-3043 UQM/22354/123/16
SEW-0295 電機 W20DR63L4 250W
HEIDENHAIN 533631-03
GEFRAN-0069 交流變頻控制器 AVY4220-KBX
GSR-0362 L019 5020-VW
AC-MOTOREN FCPA 71B-4 11090903
JUMO-0126 電器件 703041/181-000-25/000,061
BUHLER ATR NR:4200059
EMG CCD30000/50/FJ 272999
BALLUFF-0550 BTL5-S103-M1750-P-S32
FRABA-0001 編碼器 OCD-S200G-1416-S100-CAW
DEMAG KBA90B8/2 43994465 減速機
CONATEX-0014 T001097/553650 溫度傳感器
BARKSDALE XT-K-100-G1
STROMAG-0365 STROMAG GEF 11000R Order:334248/10 Flywheel flexb
SSB GBREO22K54E07K 24VDC
BAUER BG60-11/D16MA4-TX-FB-C1
KOBOLD VKG-1103-00-R15 0.4-2LPM 帶配
磨工工藝主要是指磨削加工的工藝,主要是利用砂輪在磨床上針對工件進行相應的切削,達到促使工件精度、表面細節(jié)、形狀等全面達到設計中相應要求的加工技術,提高機械制作的效率。本文主要針對在不斷發(fā)展及創(chuàng)新的機械制作過程中實施的各項工藝操作的特點進行了分析,通過分析在機械發(fā)展過程中涉及到的各類磨工工藝類型及應用,提出了相應的應用途徑及應用技術,旨為提高機械制造水平的有效途徑奠定基礎。
關鍵詞:磨工工藝;機械制造;應用
磨削主要是指用磨料及磨具將工件上多余的材料切除的加工方式,磨削加工屬于機械制作過程中較為常見及應用廣泛的加工方式之一,磨削加工在機械制作行業(yè)中具有較為廣泛的運用范圍,經(jīng)熱處理淬火的碳素工具鋼及滲碳淬火鋼零件,在磨削時與磨削方向基本垂直的表面經(jīng)常出現(xiàn)較多規(guī)則排列的裂紋,影響了零件的準度、質量及外觀。因此在機械制造過程中實施有效的磨工工藝顯得尤為重要。
1機械制作過程中應用磨工工藝的特點分析
磨工工藝在機械制造應用及加工過程中具有一定的特點,主要表現(xiàn)為以下幾點:1)磨工工藝的磨削速度較快,一般可達到一分鐘50m左右的速度,且磨削溫度屬于高溫狀態(tài),可達到1000℃~1500℃,磨削過程用時較短;通過磨削加工處理不僅能獲得較高的加工精度,且表面粗糙度值較小,磨削不但可以用來加工軟材料(鑄鐵、有色金屬、未淬火鋼等),還能用來加工淬火鋼及其它刀具無法加工的硬質材料(硬質合金、瓷件等);磨削時的切削深度較小,每一次切除的金屬層均較薄。磨削一般分為平面磨削、無心磨削、外圓磨削及內圓磨削等類型,另外還存在著對螺紋、凸輪、齒輪等零件進行磨削加工的磨床。
2磨工工藝在機械制造過程中的應用分析
2.1圓錐面磨削在機械制造中的應用
在磨削工藝中的圓錐面磨削具有較多的使用優(yōu)勢,在實際機械制造過程中具有裝卸便利、配合度較為緊密、能夠自動對準中心及當圓錐角較小時不影響傳遞的扭矩力度,因此在機械制造的機床工具中圓錐面具有較為廣泛的應用范圍;此外,圓錐面磨削過程中對于錐度具有十分確的要求,接觸面的大小決定著磨削精度的水平,根據(jù)錐度大小將外圓錐面磨削分成轉動頭架磨削、轉動砂輪架磨削、轉動工作臺磨削等類型[1],內圓錐面磨削可以分為轉動工作臺磨削及轉動頭架磨削等。當圓錐面磨削時會由于砂輪鈍化、檢驗過程中不準確、機床出現(xiàn)局部熱變形等現(xiàn)象、砂輪旋轉軸線不等高、中心架與工件接觸不良、砂輪鈍化或塞實、頭架主軸軸承間隙較大等,提高機械制造的工作效率。
2.2外圓磨削在機械制造中的應用
外圓磨削是磨工工藝中基本的工作內容之一,在普通的外圓磨床上套筒、磨削軸或其它類型的零件外圓柱面及階臺的斷面,外圓磨削的加工工藝不僅能針對淬火的黑色金屬進行加工,還能針對不淬火的黑色、有色金屬零件進行加工,外圓磨削中經(jīng)常出現(xiàn)廢品現(xiàn)象,主要是由于砂輪不平衡、工件振動、砂輪鈍化或塞實等出現(xiàn)的工件表面存在直波形振痕現(xiàn)象,由于砂輪未能及時調整好、工作臺存在漂浮、砂輪架存在鈍化及塞實現(xiàn)象導致的工件表面存在螺旋形痕跡,由于砂輪過硬、切削液使用劑量不夠及砂輪出現(xiàn)鈍化及塞實現(xiàn)象導致工件表面燒傷現(xiàn)象的出現(xiàn);由于砂輪軸線及中心線未處于平行狀態(tài)導致端面垂直度未達到相關標準等現(xiàn)象出現(xiàn)[2]。
2.3內圓磨削在機械制造中的應用
內圓磨削主要是用于精加工內孔的,一般用于加工淬硬工件、零件上的端面、不通孔及通孔等,在機械加工過程中應用范圍較為廣泛,內圓磨削主要分為行星式內圓磨削、中心內圓磨削及無心內圓磨削等類型,具有磨削表面降低粗糙度的難度較高、砂輪直徑較小、磨削速度較慢、砂輪與工件之間的接觸面較大導致磨粒發(fā)鈍現(xiàn)象,在應用過程中極易出現(xiàn)發(fā)熱燒傷現(xiàn)象。
2.4平面磨削在機械制造中的應用
平面磨削主要是指應用于各類平面磨床上實施的磨削現(xiàn)象,平面磨床主要根據(jù)結構的不同可以分為圓臺立軸平面磨床、矩臺臥軸平面磨床、矩臺立軸平面磨床、圓臺臥軸平面磨床等,根據(jù)砂輪工作表面不同將4種類型的磨床在磨削使用過程中又分為端面磨削及圓周磨削2種。在機械制造過程中除了以上幾種磨削方式外,還包括低粗糙度磨削、強力磨削、高度磨削、控制力磨削、特質材料磨削等類型,各項工藝由于自身*的特點使得其在機械制造工程中的運用范圍越來越廣[3]。
3結束語
綜上所述,在機械制造過程中磨工工藝的應用十分常見及廣泛,在實際的機械制造過程中應通過實際材料及交工需求選擇合適的磨削工藝,通過實施平面磨削、內圓磨削、外圓磨削、圓錐面磨削等不同類型的磨工工藝加工,可以提高機械制造的準度、質量及效率。

© 2019 南京惠言達電氣有限公司 版權所有 備案號:蘇ICP備2021018979號-1 技術支持:化工儀器網(wǎng) GoogleSitemap 總訪問量:360041 管理登陸